(zuletzt geändert 29.03.2009)

Inhalt:
- Einleitung
- Capstan-Antrieb
- Geometrie der Andruckrolle
- Bezugsquellen
- Bearbeitung Außendurchmesser (Verfahren 1 = taugt nicht)
- Bearbeitung Außendurchmesser (Verfahren 2 = taugt)
- Bearbeitung Dicke
- Reinigung
- Ergebnis
- Einbau
Einleitung:
- Am Beispiel meines Akai GXC-760D Kassettendecks möchte ich hier beschreiben, wie man Gummi-Andruckrollen bzgl. des Außendurchmessers passend bearbeiten kann.
- Die Ausgangssituation sah so aus, daß der Gummi der alten Rollen verhärtet und leicht schmierig war und die Rollen nicht mehr plan an der Capstanwelle anlagen.

ausgebaute Rolle |

linke Rolle |
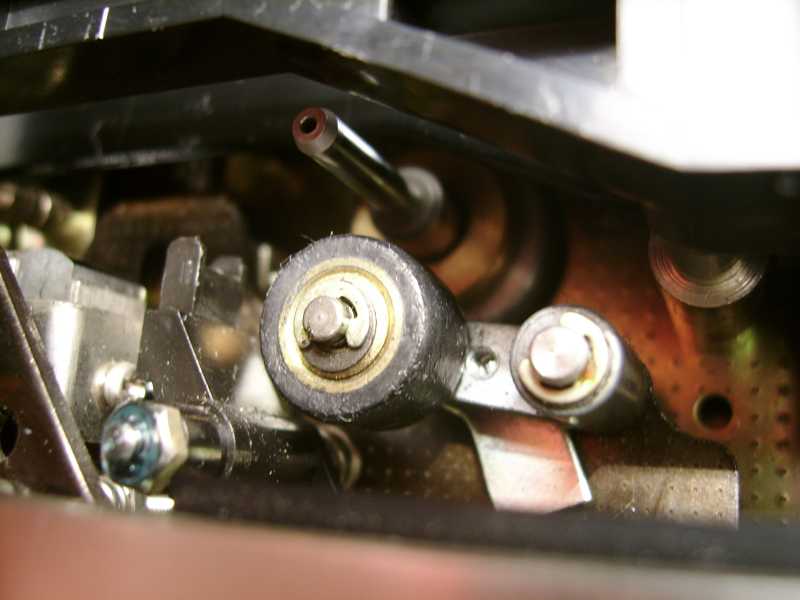
rechte Rolle |
- Die originalen Rollen haben folgende Abmessungen:
- Außendurchmesser Rolle: 11mm
- Außendurchmesser Kern: 8mm
- Innendurchmesser Achsbohrung: 2,5mm
- Dicke: 8mm
- Nach langer Suche hatte ich zwar passende Ersatzrollen gefunden, wobei mich aber der Preis von ca. 30€ pro Rolle abgeschreckt hat.
- Ich habe deswegen nach einer Möglichkeit gesucht, erheblich günstiger zu neuen Andruckrollen zu kommen.
- Das Problem dabei war, daß alle günstig zu bekommenden Rollen einen zu großen Außendurchmesser hatten.
- Also mußte eine Möglichkeit gefunden werden, solche Rollen passend zu machen.
Capstan-Antrieb:
- Zunächst ein paar Worte zur Funktionsweise des Antriebs.
- Der Bandantrieb erfolgt über die Capstanwelle und eine Andruckrolle aus Gummi.
- Die Capstanwelle ist eine dünne Stahlwelle, die von einem Motor angetrieben wird. Der Gleichlauf des Bands wird also durch diese Welle bestimmt.
- Die Andruckrolle aus Gummi drückt das Band gegen die Capstanwelle und ist breiter als das Band. Die Rolle wird selbst nicht angetrieben, sondern wird durch den Überstand über das Band von der Capstanwelle "mitgenommen".
- Das Akai GXC-760D hat einen mit Doppel-Capstanantrieb, d.h. es gibt zwei Andruckrollen (links und rechts).
- Zumindest bei diesem Deck ist es zudem noch so, daß die beiden Andruckrollen über eine gefederte Schwinge an die Capstanwelle gedrückt werden.
 |
Geometrie der Andruckrolle:
- Aus der Funktionsweise des Capstanantriebs wird klar, welche geometrischen Anforderungen die Andruckrolle erfüllen muß:
- Der Außendurchmesser hat keinerlei Einfluß auf die Bandgeschwindigkeit.
- Allerdings können andere mechanische "Störkonturen" (z.B. Anschläge etc.) bedingen, daß der Außendurchmesser nicht allzu groß oder zu klein sein darf.
- D.h. eine größere Rolle könnte im Prinzip eingebaut werden, wenn dies nicht durch andere Störkonturen verhindert wird.
- Beim GXC-760D ist dies z.B. auf beiden Seiten der Fall:
- Links etwas kritischer, weil dort der Kunststoff-Bandführungshebel links und unter der Rolle den maximalen Außendurchmesser auf ca. 11,5-12mm begrenzt.
- Rechts etwas weniger kritisch, weil dort der Kunststoff-Bandführungshebel nur unter der Rolle den maximalen Außendurchmesser auf ca. 12-12,5mm begrenzt.
- Querschnitt:
- Die Andruckrolle muß möglichst plan an der Capstanwelle anliegen
- Der Querschnitt muß also möglichst rechtwinklig sein (also nicht bauchig, ausgehölt oder konisch).
- Unrundheit:
- Eine ganz leichte Unrundheit der Rolle ist akzeptabel, da dies - zum Teil - über die gefederte Schwinge während der Drehung ausgeglichen wird.
- Zu große Unrundheit führt aber zu einem - je nach Unrundheit - mehr oder weniger ausgeprägten "Jaul-Effekt", wie ich durch Versuche heraus bekommen habe.
- Zum einen gleicht die Federschwinge zwar Unebenheiten der Andruckrolle aus, aber je mehr sich die Feder spannt/entspannt desto größer/schwächer ist der Andruck.
- Zudem kann es auch sein, daß die Andruckrolle an manchen Stellen einen Tick zu klein ist und sozusagen "abhebt", also das Band gerade nicht mehr richtig berührt und deswegen das Band nicht mehr richtig transportiert. Das Ergebniss sind dann Azimuthschwankungen.
- Die Rundheit ist alles in allem der Knackpunkt, weswegen bei der Bearbeitung peinlichst genau darauf geachtet werden muß, daß keine Unrundheiten entstehen.
- Oberfläche:
- Die Oberfläche sollte keine Riefen oder andere "Grobheiten" aufweisen, um auf dem Band keine "Abdrücke" zu hinterlassen.
Bezugsquellen:
Meine Bearbeitungsversuche
habe ich mit Rollen von folgenden Lieferanten gemacht:
|
 |
|
 |
Bearbeitung Außendurchmesser (Verfahren 1 = taugt nicht):
|
 |
Bearbeitung Außendurchmesser (Verfahren 2 = taugt):
Nach dem Tiefschlag mit Verfahren
1 nun also mit etwas Hirnschmalz das Verfahren verfeinert, in dem man
zwei Bohrmaschinen verwendet.
Bohrmaschine
1 (langsam drehend):
Die Rolle darf sich während der folgenden Bearbeitung auf gar keinen Fall auf der Schraube durchdrehen, weil die Schraube sonst die Innenbohrung der Rolle kaputt macht. |

|
Bohrmaschine
2 (schnell drehend):
|
|
Aufbau:
|
 |
Grob-Bearbeitung:
|

|
Fein-Bearbeitung:
|

|



Bearbeitung Dicke:
- Die Rollen werden im Kassettendeck auf einen Dorn gesteckt und mit einem Sprengring gesichert.
- Zwischen Rolle und Sprengring kommt eine kleine Unterlagscheibe (z.B. aus Teflon).
- Die neue Rolle muß hier zwischen Anschlag und Unterlagscheibe ohne größeres Spiel reinpassen.
- Die Conrad Rollen waren hier etwas zu dick, so daß kein Platz mehr für die Unterlagscheibe zwischen Rolle und Sprengring war.
- Ggf. muß also die neue Rolle noch etwas abgefeilt werden, damit sie dünner wird (aber auf keinen Fall zu viel).
- Wenn die Rollen zu viel axiales Spiel haben, dann wird das Band nicht mehr sauber geführt.
Reinigung:
- Rollenkern und Gummi müssen nach der Bearbeitung penibel gereinigt werden.
- Vor allem am Gummi habe ich nach dem Abschleifen winzige glitzernde Partikelchen des Schleifsteins gesehen.
- Diese sieht man nur, wenn man die Rolle unter eine starke Lampe hällt und dann schaut, ob es irgendwo glitzert.
- Also:
- die Glitzerpartikel (z.B. mit dem Fingernagel) vom Gummi abschaben
- und dann die ganze Rolle mit Wattestäbchen und Isopropylalkohol reinigen
- Besonders gut funktioniert das Reinigen übrigens auch, wenn man die Rolle mittels der Schraube wieder in die Bohrmaschine einspannt und dann mit einem härteren und fusselfreien Tuch (z.B. aus Leinen) etwas "nachpoliert".
Ergebnis:
Hier das Ergebnis an verschiedenen
Rollen nach der Bearbeitung im Verfahren 2:
| Conrad Rolle: |

nach der Bearbeitung |

eingebaut |
| "Good-Old-Hifi" Rolle: |

nach der Bearbeitung |

eingebaut |
Gummi der Conrad
Rolle vom Kunststoffkern abgezogen und auf den alten Originalkern aufgezogen:
|

alter Gummi vom Kern entfernt
|

neue Gummis auf alten Kern aufgezogen |

Einbau:
Nach gründlicher
Reinigung der Andruckrolle und des Zapfens:
|
|
|
 |